In recent years, nuclear power, wind power, railway and other industries have developed rapidly. The processing efficiency and processing accuracy of large structural parts have become the bottleneck restricting the development of the industry. The pentahedron machining center can ensure that the workpiece is machined once, and the five faces except the bottom surface are machined. It also has the functions of vertical machining center and horizontal machining center. The workpiece position tolerance and machining accuracy can be guaranteed during the machining process. The pentahedron machining center has become the main means of solving problems. Traditional processing methods require multiple search for coordinate systems, which is time consuming and labor intensive. The application of the pentahedron vertical coordinate conversion macro program only needs to find the coordinate system once, and complete the translation transformation calculation of the coordinates through the internal control system. The programmer does not need to consider the difference of the size of the vertical head, and uses the tool tip point programming to make The processing program is simple, easy to understand and easy to modify. It fully embodies the high efficiency and high precision of the pentahedron machining center. This paper introduces the principle and method of the vertical coordinate conversion macro program based on FANUC numerical control system.
Normally, the pentahedral machining center has a head and a head, and the head can drive the ratchet drive through the spindle to achieve accurate indexing every 15°.
1. Versatile machine tool vertical head geometry calibration
Accurate calibration is a necessary condition for correct coordinate transformation. Due to the difference in the geometric dimensions of the vertical head and the assembly error between the head and the center of the head, we can use the gauges, check rods, gauge blocks and other measuring tools to calibrate the opposing head. The dimensions to be calibrated are shown in Figure 1. Show.
In the figure, #501 indicates the distance from the end surface of the main spindle to the center axis of the main shaft (see Figure 1a); #502 indicates the distance from the end surface of the main shaft to the center axis of the main shaft (see Figure 1a); #503 indicates the head and the lying The center of the head is assembled with a different center of error (see Figure 1b).

Figure 1 Vertical and horizontal calibration dimensions
2. Algorithm for compensation of macro-program of coordinate transformation of icosahedron machine
We built a mathematical model by projecting the head and the head on the XY and ZX planes (see Figure 2). The establishment of the mathematical model can help us transform the space vector into vectors in the three directions of X, Y and Z, which is convenient for understanding and calculation compensation in the macro program. Point O is the origin of the coordinate system used for the vertical head. The angle C is the angle between the head and the positive direction of the X axis.

Figure 2 Mathematical model of the head and head on the projection surface
Figure 4 According to the trigonometric function, the workpiece can calculate the vector value of the geometric difference between the head and the head in the X, Y and Z directions. We can get:
X direction component: #502×cosC-#503×sinCY direction component: #503×cosC-#502×sinCZ direction component: #501
3. Five-face machine tool vertical head coordinate conversion macro programming
In order to enhance the readability of the processing program, it is easy to modify. We need to rotate the workpiece coordinate system. Uniformly program the direction of the coordinate system so that the workpiece coordinate system plane of the machined surface is the "XY" plane, as shown in Figure 3.

Figure 3 Schematic diagram of the rotation of the horizontal machining coordinate system
In summary, based on the mathematical model of the vertical head space angle, the FANUC system coordinate translation command "G52" and the coordinate system rotation command "G68" can be used to compile the icosahedral machine vertical head coordinate conversion macro program. In order to facilitate the call, we define the call G code "G333". The format of the instruction is as follows:
G333 X___ Y___ Z___ (eccentricity compensation is effective, coordinate system translation rotation is effective, tool compensation is effective)
4. Five-face machine tool vertical head coordinate conversion macro program processing example
The workpiece is machined as shown in Figure 4. Processing steps:
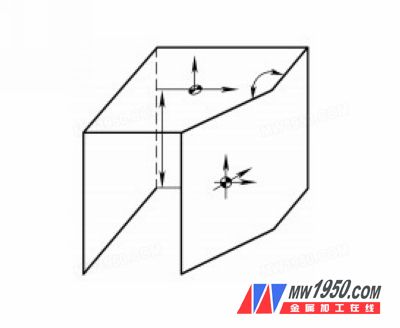
Figure 4 workpiece
(1) Look for the workpiece coordinate system "G55" with the vertical head at the center of the upper plane of the workpiece.
(2) Change the head and rotate the head to 60°.
(3) Using the pentahedron vertical coordinate conversion macro program, the coordinate system is translated and rotated to the new coordinate system origin, and the hole is drilled at the origin of the new coordinate system with a depth of 30 mm.
G40 G69 G49 G55 (Cancel all compensation)
T1 M6 (tool change)
G00 C60 (turning the head to 60° position)
S1000 M3 (spindle forward rotation)
G333 X100. Y-50. Z-100. (Invoke the rotation compensation program, shift the coordinate system origin to X100.Y-50.Z-100. Position, coordinate system translation, rotation conversion,)
G00 Z500. (Locate to Z500 position)
X0.Y0. (Locate to the zero point of the new coordinate system)
Z100. (Safety distance Z100)
G98 G81 Z-30. R5.F100 (drill Z-30 deep hole)
G80 (cancel fixed loop)
G00 Z500. (Return to safe location)
G334 (cancel tool offset, coordinate conversion, header compensation)
M5 (spindle stop)
M30 (end of program)
5 Conclusion
The application of the pentahedron coordinate conversion macro program simplifies the machining program, compensates for the eccentricity error, improves the machining accuracy and machining efficiency of the workpiece, and fully realizes the processing characteristics of the multiple faces of the pentahedron machining center. It has brought good economic benefits to the company.
Automatic Sliding Door Operator
Automatic Sliding Door System,Automatic Sliding Door Operator,Automatic Sliding Door Machine,Automatic Door Operator Sliding
Caesar door control co.,ltd , http://www.caesar-door.com